Paper and card
The word paper comes from the Latin 'papyrus', which was a paper used in ancient times, made by pounding the pith of a sedge like plant into sheets. Papyrus is a coarse kind of paper but in 105 AD Ts'ai Lun, an official to the Chinese Imperial Court, reported the invention of paper to the Chinese Emperor. Early Chinese paper was made from bamboo but they went on to develop a paper based on wood pulp, water and straw, this arrived in Europe courtesy of the Moors in about 1100 AD. The earliest record of paper making in the UK is mention of a mill in Hertfordshire in about 1488.
Paper can be made from any kind of fibre, including pulped wood, cotton, wool or mashed bamboo. The fibres are mixed with water and spread out to dry, usually with some kind of glue or 'size' added to bind the fibres together. For important documents liable to be repeatedly folded the mix is spread on a linen sheet, which bonds to the pulp, this was common certainly into the 1960s (mainly associated with maps).
Early paper mills were usually built in river valleys, the river providing both water and power. Prior to the 1860s most paper was made from rags (mainly linen, recycling was once a lot more common than it is today), so mills tended to be close to towns where this material was available. After about 1860 there was a shift to using wood pulp and esparto grass for making paper, thereafter new mills were sited close to the ports.
The most common type today is paper made from wood pulp alone, a practice introduced in about 1873 (although esparto grass continued to be imported in large quantities thereafter). In 1891 "The Strand Magazine" became the first mass produced, Linotype-set, wood-pulp paper magazine. Aimed at the middle classes it is perhaps best remembered for serialising the Sherlock Holmes stories of Arthur Conan Doyle.
It takes 16 trees to make enough wood pulp to produce 1 tonne of paper. The consumption of paper in the UK has risen consistently over the years, in the 1990's the average family of four was throwing away about 6 trees worth a year (although the UK is the most wasteful country in Europe in this respect).
There is a museum of paper making at The Heron Corn Mill & Museum of Paper Making (c/o Henry Cooke Makin, Waterhouse Mills, Beetham near Millenthorpe LA7 7AR Tel: 015395 63363).
As noted above the early British papers were mainly 'rag paper', made from linen, wool or cotton rags. The rags are ground down and soaked in water, the resulting mess is then poured onto a drying frame where 'sizing' (a form of starch or glue) was added to bind the fibres together. The frame was set aside to dry and the end result is a single sheet of paper. Laying out the pulp on a single wire frame is time and labour intensive and by the early nineteenth century rags were in short supply.
Mechanisation of the process came in the mid 19th century with the development of the Fourdrinier machine. A Frenchman by the name of Nicholas Louis Robert patented a paper making machine in 1799 but was unable to make it work. He sold the drawings to an Englishman called John Gamble in 1801 and they then passed to the brothers Henry and Sealy Fourdrinier, who paid an engineer called Henry Donkin to build the machine and get it to work as intended. The first successful machine was set up at a mill in Herefordshire in 1803. Over the next fifty years all the problems were ironed out and other people contributed their own elements to improve the machine.
The principal feature of the Fourdrinier machine is a long continuous belt of wire mesh (replacing the hand-loaded frames), this is housed in a large building (the largest on the site). Early paper mills were often water powered (several early British mills were converted from flour mills) but the increase in demand due to the Industrial Revolution and the introduction of steam power greatly increased production. By the 1950's hand made paper was only used for high quality drawing paper and bank note paper and by the mid 1980s there were only one or two firms in the UK still making paper by hand.
Since the later 19th century most paper has been made using a slurry of wood pulp (mashed up trees treated with chemicals as described below), although for many years there has been a proportion of paper made from recycled waste paper (the Financial Times is pink because it uses recycled paper which is difficult to get white) and rags are still used for some grades of paper. Rags are supplied in rectangular bales typically about four foot (1.2 m) square by three foot (1 m) high, often with scraps of material poking out along the corners.
Most British paper uses imported wood pulp although some wood is pulped in this country (the timber wagons built by British Railways were used to carry Scottish timber to a pulp mill). Pulp mills take in lengths of timber called 'pulp wood', these resemble pit props they are logs, stripped of all bark, with diameters ranging from about three inches (8 cm) to ten inches (25 cm) cut to a length to suit the mill but usually in the range three foot six inches (1 m) to seven feet (3 m). These would be delivered by rail to the pulp mill where they are 'chipped' and processed to produce pulp.
There are four kinds of wood pulp used in paper manufacture, all are made from trees but the difference lies in the way they are processed.
Wood which has simply been ground up and not chemically treated, commonly called mechanical pulp, is used for newsprint and cheaper Manila papers. The bale of pulp is chopped into fibres and placed in a tank where it is soaked in a water and bleach mix to separate the cellulose from the unwanted lignin, at this stage dyes may be added to give coloured papers.
Soda process pulp is made by allowing caustic soda to break down the wood, usually used with Poplar wood.
In the 1920's a firm called A.E.Reed & Co (now Reed International) developed a new kind of strong paper they called Kraft. Kraft paper is produced by adding sodium sulphate to the normal caustic mix used to break down the wood, the resulting paper is stronger than other types and it is used for making strong paper bags and cardboard.
Sulfite process pulp (a form of kraft paper) is associated with spruce and other conifers, in this the wood chips are digested by a mixture containing magnesium, ammonium or calcium disulfite containing free sulphur dioxide.
Sulfite and sulphate comprise the bulk of modern wood pulps, used for wrapping paper and the making of cardboard.
At the paper mill itself the pulp is mixed with water, the resulting mix (called 'furnish') contains about five percent solids. This is then beaten (in an open drum called a beater) to break up the fibres.
The furnish is passed to the Fourdrinier building, the Fourdrinier machines are typically 100 yards long by 20 feet wide and housed in a large building (the largest on the site). The continuous conveyor belt of fine wire mesh has one end dipped into the furnish slurry, which is thus drawn out as a thin layer on the belt called a 'web'. The belt is passed over a perforated hollow roller called a 'couch roll' (pronounced cooch) which has a vacuum pump attached to suck out the water. At the end of the belt the web has dried to form a sheet of rather wet paper. This is then passed between felt covered rollers which squeeze out and absorb most of the remaining water so the web will hold together, and the paper strip is then passed to a series of heated steel drying rollers called a calender. The Fourdrinier machine is fast and often operates for several days at a time, it can produce a range of papers from heavy board to light tissue.
As the paper emerges it can be coated with clay, starch, casein, rosin and wax in various combinations. Expensive 'glossy' paper is made using China clay to give a non-absorbent white finish, this is used where high quality art work is to be printed as the individual dots of ink will not soak into the paper and merge into a blur.
The final stage is either the cutting to length or, more usually, the formation of a roll.
Modelling the paper industry
Paper factories are usually quite large establishments, some of which (notably the large Bowater's factory at Sittingbourne in Kent) had their own narrow-gauge railway systems for moving the pulp bales and finished paper rolls.
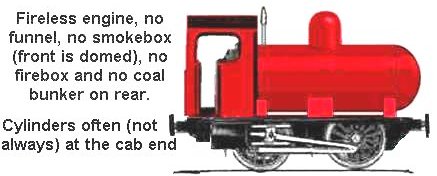
These used 'fire-less' steam locomotives which were charged with steam at a boiler house some distance from the flammable paper products. These locomotives usually had 'domed' fronts to their 'boilers' and the cylinders were often at the rear, under the cab footplate, the exhaust (not a chimney) was often on the rear of the cab. Using Z gauge locomotives and track it would be possible to add such a system, leaving the main works as part of the back scene.
Fig___ Typical 'fireless' engine
Paper works were at the forefront of recovering waste heat from chimneys, using a device called an 'economiser' which is in effect a boiler fitted into the base of the chimney. Up to 30% of the heat can be recovered in this way, resulting in a 30% saving in fuel costs.
Paper works would receive wood pulp, shipped compressed into in sheet form and bound into large bales some XXXX in size and weighing about 450 pounds (roughly 200 kg) each. Entire train loads were the norm and when a particularly large shipment arrived the sidings in the local area would often be filled with loaded open wagons waiting to be emptied at the mill. This raw material, unprocessed, is used for newspaper and cheap 'Manila' papers.
Specialised papers are made from materials such as bamboo, flax, jute and esparto grass. This latter was regularly used for paper making from the 1860s, imported loose and shipped inland in sheeted open wagons where it formed a bulky load similar to hay. Esparto grass is grown in the Mediterranean area and produces a high quality paper suitable for intaglio colour printing. Intaglio printing allowed 'colour plates' to be printed (albeit with difficulty and at high cost), it was developed in the 17th century.
To put a smooth or gloss coating on the paper they also use quantities of China clay, originally carried in privately owned low-sided open wagons but subsequently shifted in barrels. The GWR built a fleet of five plank end door wagons, further examples were built by BR, which travelled the country up to the early 1960's. Since the 60's the clay has mainly been shipped 'wet' as a slurry in tank wagons but the five plank wagons continued in use until 1988 serving the ports of Fowey and Par in Cornwall.
Traffic out of the mill would consist in the main of rolls of paper ready for machine cutting or printing, although some might be cut down to sheets for a particular client. Waste material recovered from the processing of the pulp (specifically calcium carbonate) is used as a fertiliser, however I have not been able to find any further information on this traffic.
Paper sacks
The multi-wall paper sack, so much a feature of modern life, was first produced in Britain by Colthrop Board & Paper Mills Ltd (now Medway Sacks) of Aylesford in 1929, following the development of Kraft paper. Initially sold under the brand name 'Satchelsac' they were used for what were termed 'rock products'; cement, lime and plaster.
In 1933 a form of creped Kraft paper was developed which allowed the development of paper sacks for animal feed-stuffs (sold as 'Crepesacs'), which received a Gold Medal from the Royal Institute of Hygiene.
The range of materials supplied in paper sacks continues to grow today, with over 5,000 separate designs produced by Medway Sacks alone (the Paper Sack Development Association actually produces a 100 page users guide on the subject).
Larger users such as cement firms might well produce their own sacks from rolls of multi-layer paper. The rolls of paper are some four or five feet in diameter and about five or six feet wide, generally coloured pale brown. This is fed into a machine which prints the logo and then forms the paper into a gummed tube. One end is closed off, originally by sewing, these days by folding and gluing, and the sacks are passed to the filling plant where they are filled with pre-weighed quantities and sealed by automatic machines.
From the modellers point of view there are two main points to note regarding paper sacks - Firstly paper sacks were initially used with the open end tied off not sewn, although the resulting package was squared off with well defined 'shoulders'. These sacks continued in use for some products into the 1950's (to produce these add a small blob of Milliput or similar modelling clay to the centre of one end of a whitemetal sack). Secondly two colour printing of sacks was only introduced after the second world war, some time in the early 1950's. See also Appendix One - Packaging Materials & Containers
^
Go to top of page