Glass Works
Glass is curious stuff, it behaves like a crystalline material yet does not have a crystal structure, technically it is a form of ceramic and it is actually a liquid, but an extremely viscous liquid, so that in terms of a human lifetime it may be considered a solid. There are a wide range of glasses in production each having its own properties, glass is one of the best electrical insulators and its non-porous surface means it is easy to keep clean. The main ingredient of glass is sand (which is finely divided silica (silicon dioxide) or quartz), as sand melts at a very high temperature a 'flux' is added and the usual choice is 'soda' (sodium carbonate see also Chemicals). The soda reduces the melting temperature from over a thousand degrees to about eight hundred degrees Celsius, the resulting glass is called 'water glass' (sodium silicate) and it dissolves in water. This stuff is ground to a powder and sold in small air-tight tins, often marked 'egg preservative'. The water glass can be mixed with water and painted onto eggs, the water evaporates leaving a coating of glass which seals the shell and keeps the eggs fresh for longer. Obviously a glass that dissolves in water is of little use for drinking vessels and windows but if you add lime (calcium carbonate) to the mix the resulting glass is waterproof. The most common basic mix, seventy percent sand, fifteen percent soda and fifteen percent lime, has been known since before the time of Christ. It is commonly known as 'soda glass' but in the eighteenth and nineteenth centuries it was often called 'crown glass' as it was used in the manufacture of flat sheets by the crown process discussed below. Bottle glass has alumina (aluminium oxide) added to the mix and window glass has magnesia (magnesium oxide) added.
Heat resistant borosilicate glass, better known as Pyrex, was developed in France in XXX. The original formula was a soda-lime glass with about five percent boric oxide added to the mix. A typical modern mix is eighty percent sand, thirteen percent boric oxide, four percent sodium oxide and two percent aluminium oxide. Some mixes use borax (sodium borate) in place of the boric and sodium oxides.
Lead crystal glass has a high refractive index (it bends light well) and so is used for making 'cut glass' decorative objects. Lead glass, often called flint glass but sometimes called potash glass, is made from sixty percent specially purified sand, fifteen percent potash (potassium carbonate, a white granular powder) and lead oxide (twenty five percent). It is used in making spectacles and other optical instruments. The lead glass used for protecting people from radiation is made from about eighty percent lead oxide (in its reddish brown form known as Litharg) ewith twenty percent silica.
Other materials used in glass manufacture include dolomite (a white rock shipped as a granular material which consists of carbon, magnesia and lime), sodium sulphate (white crystals or powder shipped in bags or drums), carbon, feldspar and milled blast furnace slag. The milled slag is supplied as a powder, it is known as 'calumite' in the trade and contains aluminium, silica, lime and magnesia. Most commercial glass has a proportion of broken glass added to the mix and this is called 'cullet'. Care must be taken to ensure that the chemistry of the scrap glass closely matches the desired product as this greatly affects its colour and physical properties but in modern glass works this is less of a problem and typical figures in the later 1980s are between fifty and seventy percent cullet in a mix.
The ingredients were originally placed in small fireclay vessels called 'pots' and heated until they melted and fused together. This is the origin of the term 'melting pot'. The pots themselves were often made on-site from refractory clays (sometimes known as 'firebrick' clays, although the pots were single mouldings not made up from 'bricks), this material being supplied by rail. The kilns for firing the pots could take various forms but the design shown below, based on a common type of early glass melting furnace, was used at at least one location. If you don't fancy the curved type any simple large building with a couple of chimneys toward the rear would suffice for this purpose.
Fig ___ Kiln for firing glass works melting pots simple nissen hut type building in brick
The melting pot was replaced in the nineteenth century by the large 'tank furnace', a refractory-lined tank with the raw mix poured in at one end and the molten glass extracted at the other developed by Frederich and William Siemens. The tank was a much more economical proposition than the small melting pots and as it held several tons of glass it allowed the development of new techniques in producing glass sheet as discussed below. Only the very large glass factories made their own linings for these tanks, most purchased the material from specialist suppliers. The tank lining generally lasted quite well but some types of glass are very corrosive so a typical figure cannot be given.
Up to the seventeenth century the main glass making area in Britain was the Weald of Sussex and Surrey, glass makers could use local sand, wood from the forests for fuel, burnt bracken to make potash and burnt seaweed to get soda. With the change to coal as a fuel and the development of reverbatory furnaces the industry moved north with Tyneside and Lancashire becoming the main centres of production. Glass works consumed considerable quantities of coal, which was often stockpiled on site. Where the works were located in cities (as with the London glass works) coke was used as this was a 'smokeless fuel'. As the shift to the North coincided with the arrival of the railways many of the new glass works featured a rail connection for supply of raw materials.
There were some unusual supplies delivered to glass works, several records mention the purchase of old wooden wheel spokes, probably used as dry wood to boost the temperature of the furnaces.
The British operated an unusual taxation system regarding glass production, based on the method of manufacture rather than on the goods produced. This, coupled with differences in working patterns and lower wages, made imported Belgian glass generally cheaper than home produced goods. From the later eighteenth century right up to the later 1950's Britain was a net importer of glass (although we did export glass ourselves, mainly to America). The development of the float glass process by Pilkingtons in the later 1950's changed the scene dramatically, consumption of domestic production soon outstripped imports and a substantial export business was developed.
Glass for windows was made in large sheets and also in small diamond shapes (called 'quarries') for leaded windows. The larger sheets were made by the 'crown glass method'. A glass blower would form a hollow ball of glass then one side was opened out, the ball was then re-heated and spun until it flowed into a large flat disk (the maximum size of disk was about five feet in diameter). This glass was far from perfect, there were concentric rings in the glass and the centre was a thick blob forming a 'bulls-eye'. The technical term for a glazed window is a 'light' and in order to make the most economical use of the glass disks many buildings had semi-circular 'fan light' windows and triangular 'quarter-lights'. The crown glass method remained popular in Britain into the nineteenth century mainly because of the way glass was taxed based on the manufacturing process. When the tax changed in the 1850's it fell from use although it remained competitive in price and was in production until the later nineteenth century.
The crown glass method was replaced in Europe by a blown cylinder which was then opened out into a flat sheet on an iron table. This allowed the use of compressed air and produced much larger sheets but the glass needed polishing on the bottom side where it had rested on the table. The Crystal Palace of 1851 used cylinder glass, about 300,000 sheets of it, but the cost of polishing made it rather more expensive than crown glass.
Plate glass had been introduced in the seventeenth century, it was made by pouring glass onto a polished iron table and rolling it out to the required thickness. Again this had to be polished to produce a clear glass sheet but by the late nineteenth century steam power was applied in the form of grinding and polishing machines. The London firm of Chance Brothers based in Smethwick were the market leaders in this technology (Chance Brothers was absorbed by Plkingtons in the mid 1940's, oddly enough Chance Bros was also the owner of one of the largest chemical works in the country, at Oldbury in Worcestershire). Plate glass was used for large panes such as shop windows but was much too expensive for domestic use. Prior to the development of cheap float glass most smaller shops had windows made up of many smaller panes only the more affluent high street establishments would have a plate glass window.
The British firm Pilkingtons lead the way in making cast glass items, often based on embossed moulds producing decorative panels for windows. This technology was developed by London based glass works in the 1840's and its main application was in decorative art pieces. In the 1960's cast glass bricks were used for walling in industrial buildings, they allowed in the light but retained heat and their rippled surface gave a degree of privacy. The British expertise in decorative glass came about in part because of the Six Hundred Churches Act of 1818 and the subsequent lifting of restrictions on the building of Catholic churches in the 1820's.
The next development was the drawn glass sheet, but this had to wait for the development of glass tanks to replace the small melting pots. In essence a bar was dipped into the tank of molten glass and pulled upwards, drawing a sheet of glass from the crucible. This required a tall building as the glass sheet had to be annealed (heated and allowed to cool slowly to relieve stresses) and this was done as the sheet was lifted.
The drawn glass sheet idea was further developed with sets of cold iron rollers (later these were coated with asbestos). The use of cooling rollers allowed the glass to be drawn out almost horizontally which simplified the design of the crucible. These methods worked quite well and produced larger sheets of glass than had hitherto been possible but the resulting sheets were not terribly even in thickness and a degree of finishing was still required.
The high value of these large sheets of glass justified the building of special railway wagons to carry plate glass which was shipped in strong wooden cases. The high cost also explains why so many windows were made up of small panes of glass.
In the 1950's Pilkington Brothers in Lancashire developed the float glass process in which the molten glass is floated out as a thin sheet on a bed of molten tin, forming a uniform smooth sheet with a very good finish. As it passes over the molten tin the sheet is cooled until it can be lifted from the tin and passed over rollers to finish cooling before being cut to length. This revolutionary process cost about seven million pounds to develop but greatly reduced the cost of larger sheets of glass. These days most windows use a single large pane of float glass as this requires less work to fit.
Bottle glass as its name suggests was used for blowing bottles, this was (usually) pretty standard sand-lime-soda glass but the sand used was of a cheap and common type which contains a lot of iron oxide. This oxide gives the glass a green colour (hence 'ten green bottles') and sand with a lot of the oxide produced a glass which was an almost opaque greenish brown colour. The same sand can be chemically treated to remove the oxides but this is more expensive than bringing in naturally clean sands.
Prior to 1887 glass bottles and containers were blown by men with metal tubes in what is today the 'traditional' way although bottles were also blown by hand (mouth?) into wooden and metal moulds to give embossed writing on the sides (the first patent for a two-part blowing mould dates from about 1820). Early bottles for wine, beer etc. had rounded bottoms and were often wrapped in a wicker basket case. Later someone thought of pushing the base of the bottle inwards whilst it was being blown so it would stand up on its own. This feature became a traditional element of the design of wine bottles and is seen even today although the bottles are blown by machine. Glass containers were used for a wide range of consumer goods, deliveries would be expected at chemical factories, ink works, perfume makers and Macassar Oil works. Macassar oil was used to oil hair to keep it tidy, it was messy stuff so chairs had small towels on their backs called Anti-Macassars to prevent it staining the fabric of the chair. Ink wells for the old dipping pens were a standard product and with the development of new glass colours in the 1830's glass desk-sets became popular. The same firms also made lamp glasses for the oil and later gas lamps and wall-lights of the period, these were produced in considerable quantities and with a range of semi-standardised styles.
In the 1880's an Irishman by the name of Michael Owens (1859-1923) developed a mechanical bottle forming machine whilst working in America. This machine uses compressed air to blow the glass into a mould to form the shape and it transformed the bottle industry. The secret was in making the mould from some porous material, usually a form of carbon, and soaking this with water. When the glass hits the mould the water turned to steam, forming a thin layer between the glass and the mould, this prevents the glass sticking to the sides of the mould and also gives it a nice smooth outer surface. In actual practice the blowing of bottles is a two stage process involving preliminary blowing and finish blowing but this is all done by a single machine. Owens' firm became one of the largest glass producers in America. Today virtually all glass containers are blown or mechanically pressed into moulds by machines, a typical light-bulb making machine can push the finished globes out at upwards of a thousand a minute. Nearly all the light bulbs used in America today are produced on only fourteen machines, each tended by a single operator.
Early bottles were all corked and most were stored on their sides to keep the cork wet (if the cork dried out it shrank and the bottle leaked). There were various ideas patented to secure a cork in the bottle but in 1872 bottles with a screw top were developed. These were moulded with a thread at the neck into which a hard rubber stopper with a soft rubber washer was screwed. The metal 'crown top' was invented by an American by the name of William Painter, it was introduced into Britain in about 1900.
Glass bottles remained expensive items and in many cases, such as with bottles of 'fizzy pop' there would be a 'deposit' of a few pence to encourage its return. This practice waned in the 1970's as competition from cheap 'ring pull' aluminium cans grew, but as recently as the early 1990's smaller soft drink firms were charging a deposit on the bottles to enable recycling.
In the 1850's a London glass company (Powells) perfected a method of blowing one glass container inside another, producing a double-walled bottle. This was originally done for some fairly trivial purposes such as making glass cases for photographs but the technology enabled Dewar to invent the vacuum flask in 1896.
In the 1930's two large American companies, Owens and Corning, were researching other uses for glass, in 1938 they pooled their efforts, forming Owens Corning Fibreglass. Fibreglass had been made in small quantities since the mid nineteenth century, most of the development had been in France and the main application was the weaving of 'glass silk' (similar to the modern fibreglass shower curtains). The British firms mainly used a production method licensed from a Dr. Pollak of Vienna but this produced relatively small quantities of the fibres. By the outbreak of the second world war Owens Corning had worked out how to produce fibres in a low cost continuous process and how to make the all important resin for the production of Glass Reinforced Plastic (GRP often just called 'fibreglass'). British firms obtained licensing agreements to use the Owens-Corning production method in the 1940's and by the later 1960's they were actively promoting fibreglass matting as a thermal insulation material.
In the mid 1950's a faulty furnace over-cooked a batch of glass, producing a very hard new form of material, this was the first true glass ceramic, development of which has continued for industrial use.
Characteristic features of a glass works
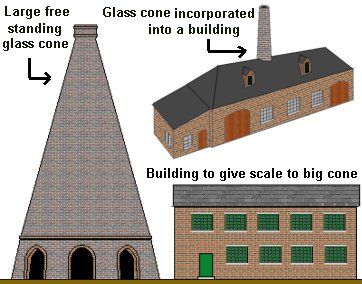
Characteristic features of glass works settled down prior to the arrival of the railways and one distinctive building associated with the old melting pots was the 'glass cone'. Developed in Britain in the seventeenth century these were a common sight in the main glass producing areas such as Bristol, St. Helens, Stourbridge, South Yorkshire and Tyneside and some remained in use at least into the 1940's. The cone itself would be built of brick with a fire pit in the bottom around which the pots of glass for melting were arranged. Above the pit and inside the cone was a fire-brick dome called the 'crown' which reflected the heat back down onto the pots and arched openings around the sides of the base allowed the individual gatherers and blowers access. When the furnace was first lit sliding doors closed off the arches to allow the chimney effect of the cone to draw the fire and melt the glass, when ready the arches were opened allowing the workers to be cooled by air drawn in as they worked.
Glass cones came in a range of sizes anything up to ninety feet (27 metres) tall. These cones were sometimes buildings in their own right and appear as circular structures called 'crown house' on old maps. Some had the sloped sides extending to the floor, others had a bottom section which was vertical. Space costs money however and many cones had buildings built into the side (for this type the vertical lower wall is an advantage to the modeller). By the time the railways arrived many glass cones were being built forming the central part of a large enclosed workshop building, the cone extending from the centre of the roof resembling a tall tapering chimney with an unusually wide base. In the 1950's an industrial archeologist by the name of J. H. Norris noticed a building about sixty feet (20 metres) square with a tapering cone sticking out of its hipped roof. On enquiring he found it to be an intact glass cone dating back to the 1850's, the glass company had gone bust in the 1860's and the building was then used for tripe dressing until the 1950's when a firm of asphalters moved in, the cone had remained as it supported the roof timbers. It was about fourteen foot (5 metres) in diameter at the base and the height of the cone was about forty five feet (eighteen metres) with the top six feet (2 metres) or so extending above the roof. Such a building would be just under five inches square in British N and you would require a yard of similar size with some ancillary buildings on at least one side. The rectangular building shown below would probably be better for a layout, roughly three inches wide by six inches long would be about right.
Cones were expensive to build so smaller works would only have one, larger works might run to two or three but the introduction of the tank furnace in the later nineteenth century ended their dominance. The cones remained in use however as they are well suited to the production of smaller items by craftsmen. Special glasses were and are still made in small pots made of special materials such as aluminium oxide. The glass cones remained in common use into the early twentieth century and those supporting surrounding buildings were retained into the 1930's and beyond (to remove them would require a complete re-building) so they can be used to add an authentic 'look' to a glass works. Both buildings in the sketch below are based on photographs of actual glass works structures.
Fig ___ Glass Cones
By the 1850's larger glass works consisted mainly of large two and three storey buildings with several tall chimneys, two or three of which would have the characteristic tapering of a glass cone. Larger glass cones were sometimes cut down in the early twentieth century, leaving just a few feet of the cone sticking out of the roof. The Pilkington works at St. Helens had this arrangement in its 'crown house' by the late 1930's, the building was three stories high with a conventional gable-ended ridge roof and about eight foot of the cone showing located about the centre of the building.
The shaped glass had to be annealed (heated and allowed to cool slowly) to reduce stresses introduce during blowing, where glass blowers worked small annealing furnaces were therefore provided, In the old glass cone buildings these furnaces were usually against the outside walls. These did not usually have separate chimneys but instead used iron stove pipes feeding into the main central cone. Larger annealing furnaces (called Lehrs or Lears) were used for bottles and the like, often arranged in the form of a tunnel through which the products passed on metal trays.
Crown House - Based on the Metcalf Models engine shed the building is a simple gable ended structure. If you feel able to tackle it a hipped roof would be more likely on a building of this size.
At the crown glass works the glass disks were made in the cone shaped buildings at the centre of the works. The glass disks were stacked in open wooden or iron frames (I cannot be sure which from the surviving illustrations) and would often be cut in a separate cutting room. This room might form an extension of the crown house itself or it might (conceivably) be across an open yard. This means you could punch out disks of clear plastic from flat bubble-packs with a paper hole punch and emboss a 'crown' in the centre by belting a centre-punch into the disk whilst resting it of a pile of old newspaper. Three or four of these disks could be placed in a wooden frame which might be wheeled or carried on a long pole between two men.
The plate glass works using iron tables and rollers was of necessity large, a new factory was built in the later 1770's for the British Plate Glass Company at Ravenhead near St. Hellens in which the building for plate glass manufacture was 113 yards long by 50 yards wide (103 x 48 metres). At the time it was the biggest industrial building in Britain.
The pots and associated cones were replaced by regenerative furnaces (developed by Siemens in the 1860's) which heated large tank furnaces holding several tons of molten glass. The grinding and polishing of plate glass was done by hand until the 1880's when steam power was introduced, and this in turn allowed the development of continuous drawing, grinding and polishing of plate glass sheet in the 1920's.
Railway traffic associated with glass works would include large quantities of sand, delivered in open wagons but often (I believe) sheeted over and of course coal. Outgoing goods would be shipped in vans, larger sheets would be shipped in a wooden case and carried in purpose built glass wagons.
For a modern (post 1960s) glass works the sand would often be delivered in hopper wagons, the works itself would consist of several rather large buildings and could be arranged as part of the back scene.
^
Go to top of page