Pottery and Bricks
Bricks tiles and pottery are all mady from clay. Clay is made up of fine grains or shales, similar chemically to slate but with a finer structure (technically brick making clay is hydrated silicate of alumina but there are always impurities in the material, notably iron, calcium and magnesium). This material dates back to when the Earth was formed and geological processes have changed the material from a form of rock to what is in effect a powdery material. Clays are also produced by sedimentary deposition and shales are slay which has been subjected to intense pressures often rather similar to slate. There is a special category of clay known as 'fire clay' which is found at greater depths and which produces goods which are resistant to heat, the bricks made from the material are called refractory bricks (widely used in making ovens and kilns).
If you get rid of the water in clay you get a hard material that can withstand rain and the like, in Medieval times bricks were made by forming clay and allowing it to dry out under cover for a couple of years, in hot countries sun dried bricks remain in use tody. To make clay really waterproof (to make brick or pottery jugs etc) you have to cook the clay which drives out more water and causes a number of complex chemical changes in the clay. This process is technically called 'vitrification' and the resulting material will not return to clay when wet. Heating the clay in a kiln or oven produces what is known as 'burnt clay', the technology has existed for thousands of years and a brick layer is technically a 'burnt clay artist'.
The kilns used for firing clay are discussed in more detail under 'Industrial buildings and ancillary structures - Kilns'.
The two main forms of burnt clay which would qualify for a rail connection are potteries and brick & tile manufacturers. Bricks are strong, durable and virtually fireproof, they remain a vital building material today, although many buildings now have a structural framework of steel. A lot of brick making in Britain was a seasonal activity into the 1960s. By the time the railways arrived pottery manufacture had become semi-industrialised and was a year-round occupation.
Pottery Manufacture
Pottery covers not only pots, plates and jugs but also domestic lavatory pans, basins and sinks, electrical insulators for telephone or power cables and motor car spark plugs, bricks (discussed separately) and tiles for interior walls, floors and for roofing.
Chemical works often used glazed pottery containers for moving corrosive liquids about the place, one common type was the acid egg which were usually fired on-site. The acid was pushed out of the egg using compressed air.
Pottery is basically clay which is then cooked in a kiln to form a rigid material that does not soften when immersed in water.
Basic clay pottery, called biscuit ware, has a rough surface, to make this smooth a glaze is added. The glazing consists of a thin layer of glass deposited on the material by vaporising glass producing minerals in the kiln. Some time in the seventeenth century potters in Germany discovered they could add a waterproof glaze to pottery just by adding salt to the kiln in which the pots were fired. Potters in Staffordshire adopted the technique and this laid the foundation of Staffordshire as the main centre of production in the UK up to the present day. The north of Staffordshire is generally known as 'The Potteries'. Other glazes are applied as a liquid and cooked onto the surface in a second firing at a lower temperature than the initial 'biscuit' firing. One common glazing material was galena (Lead Sulphate, the ore from which lead is obtained).
Wedgewood is the most famous firm in the industry, largely because the founder was the first to reproduce 'porcelain' using 'China clay'. Porcelain is also known as 'China ware' as the secret for making it had originally been discovered by the Chinese about a thousand years before, China clay gets its name from its use in making porcelain.
To make earthenware several ingredients are required, non of which are found in Staffordshire. China clay and Cornish stone come from Cornwall, stuff called 'ball clay' comes from Devon and Dorset whilst flint pebbles can be found in Kent. Cornish stone contains feldspar, which lowers the temperature at which the clay will harden. Feldspar is potassium aluminosilicate, the most common form has a little sodium in it as well. Ball clay has good plasticity, strong bonding power, high refractoriness (heat resistance) and fires to a white or cream colour. Most of these raw materials travelled by water, round the coast then via the canals to the pottery towns. Earthenware and pottery all regularly travelled by canal, where the smooth transit saved on breakages, and Staffordshire was soon the principal hub of the British canal system.
The China clay is too stiff to be used alone so it is mixed with the ball clay, however the resulting mix would tend to crack as it cooled and shrank so a powder made by heating and then grinding flint is added. All the ingredients are mixed with water to produce a slurry called 'slip', this is either squirted into moulds or partially dried and squeezed into moulds to make the wares.
After drying for a time the wares are taken to the kilns, the first firing is called the biscuit firing and the rough pottery that emerges is called biscuit ware. The glaze is then added and a second firing at a lower temperature fuses this to the surface.
Electrical insulators are made using China clay, ball clay, feldspar and pure sand, the sand improving the electrical resistance of the material.
Stoneware is waterproof and opaque, it is partly vitrified, that is heated to a high temperature to form something like glass and has a smooth shiny finish. Prior to mechanised glass bottle production the stoneware jar was popular for beer and soft drinks. These jars have one advantage over glass in that the upper section can be left un-glazed, permitting the liquid inside to evaporate from the surface and hence cooling the contents. After about the 1850's most beer, wine and spirits was shipped in bottles but the 'stoneware' jars proved popular for a wide range of other liquids such as inks. By the 1850's machines were being used to form stoneware items, one common application was field drains (about a foot in diameter with a raised ring at one end to fit over the next section. Up to the 1950's soft drinks notably ginger beer were often sold in screw-topped light brown earthenware bottles (commonly called 'jugs') which had been mechanically formed. These generally held about a gallon (four litres) of liquid and there was a deposit on each one. Smaller earthenware bottles of a similar design were regularly used for lunch boxes, often filled with beer.
Terra Cotta is unglazed, usually brownish red earthenware
'The Potteries' were the centre of British pottery manufacture, extending over an area of only nine miles by three in the upper Trent basin encompassing the old towns of burslem, Hanley, Longton, Stoke-on-Trent, Tunstall and Fenton (all except the latter being the 'Five Towns' of the Arnold Bennet novels). In 1910 these towns were amalgamated to form a single municipal borough under the name of Stoke-on-Trent which became a city in 1925. Newcastle-under-Lyme although not associated with pottery manufacture may be regarded as a part of the district. Wedgewood's new works of 1769 at a place he named Etruria used steam power to drive the flint, clay and colour mills and this firm probably more than any other transformed pottery from a craft into an industry. The local coarse clay and locally mined coal formed the basis of the industry but all the other materials were brought in by rail, notably the quantities of China clay from Cornwall. Up to the 1980s at least Staffordshire remained one of the worlds principal pottery producing centres.
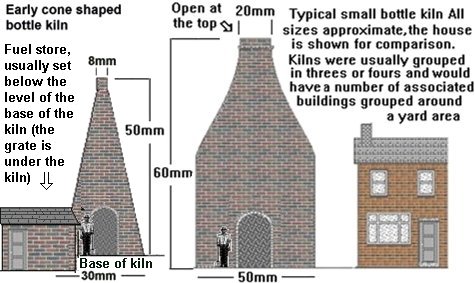
The distinctive urban industrial quality of the area has its attractions, however making the huge brick 'bottle kilns' for layouts depicting the era before the BR corporate blue livery appeared represents something of a challenge. Bottle kilns (see also Industrial buildings and ancillary structures - Kilns) were used all over the country, according to a postcard in a friends collection there was at least one as far south as Honiton (in Essex, near the south coast).
These old kilns gradually disappeared from the landscape from the 1930's on as the potteries changed from coal to gas and electric firing in the 1920's and 30's. They dominated the landscape well into the post world war two ear but were demolished in large numbers from the 1960's on and by the 1970's were only a few preserved examples left. The last firing of a bottle kiln was a specially arranged one-off (for one thing it contravened the clean air act) done at a preserved kiln in Staffordshire in 1982, this was filmed for posterity.
An early type of kiln used for pottery and brick making was the 'bottle kiln', early versions of which were often not very bottle shaped but more like a slender cone. One problem in modelling the more curvaceous bottle kilns is their sheer size, although modelled to scale they would probably look too big to anyone who had not actually stood next to one. Bottle kilns were not all the same size however and on the same site there might be two close together one only two thirds the height of the other (see Fig ___).
Making a curved type bottle kiln is difficult, I remember an article by Alan Downes in the model press which mentioned that he had managed to get a potter to run one up for his layout. I enquired locally and would suggest a potter would probably charge between thirty and fifty pounds to model a couple of kilns in N scale. Another option is to have them turned up out of wood and a third option is to find a plastic bottle with a suitable shape but all of these leave you with the unenviable task of adding the brickwork. The bottle kilns I made many years ago for a small pottery on an N Gauge layout were plastic 'party poppers' coated in Milliput.
If you cannot find a potter, wood turner or suitable bottle all is not lost, you can make the thing out of cardboard. Cut a full-size silhouette from a stack of perhaps five postcards, the top one or two centimetres should be omitted. Each of the resulting shapes would then be folded in half and all the folded edges would be glued together. This forms a set of vertical 'ribs' to which you add a short length of card formed into a tube to the top.
Cover the lower ribbed part with tissue paper soaked in glue to give you the basic shape then coat the whole thing with Peco modelling clay of fire cement and smooth to shape.
When dry either cover with brick paper strips or scribe in the brickwork. To scribe the horizontal course lines hold the knife on a block of wood and rotate the model against it, then use the tip of the knife to add the verticals. To make life easier you can build a simple straight-sided cone shaped kiln, the drawing below right is of a kiln at Longport alongside the Trent & Mersey Canal.
The associated buildings could be from any source, the Bilt-eeze card kit of a 'Stone Smithy' would do for example, I used two of these for my small pottery.
Fig ___ Bottle kilns
The visible 'bottle kiln' is in fact an outer shell, the kiln itself was a similarly shaped structure built inside with perhaps four foot clearance between the two shells. The entrance was about seven foot high by five foot wide, coal went in in wheel barrows and the pottery went in in large fire clay trays or basins (perhaps three foot by two foot by a foot or so high) called 'saggars'. The saggars were lined with some crushed flint to prevent the pots sticking to them, once filled they were stacked up inside the kiln and the fires were lit. Even with the flint dust lining the new pots tended to stick to the bottom of the saggars and there was an actual job title of 'saggar makers bottom knocker'. This chap was employed to hit the bottom of each saggar as it was lifted out of the kiln. He used a wooden implement to break away the plates, cups or jugs inside, some skill being required to do this without breaking the saggar or the new pots themselves.
Men working in the potteries and chemical trades, along with woman and all children under the age of 18 in all industries were the only ones who's working hours were determined by law.
Brick, tile & clay pipe works
Bricks have been around for a long time, according to the Old Testament the tower of Babel was built of bricks. In hot countries the sun can be used to harden brick, in Britain although simple sun dried bricks have been used for thousand of years the brunt clay type is preferable. The burnt clay brick we know today was introduced by the Romans in about 43 AD, although Roman bricks were smaller than the more familiar modern type. After the Romans left burnt clay bricks fell from use for many years as other construction methods were cheaper and produced acceptable building for a largely rural population. Following the Great Fire of London in 1666 most buildings in the Capital were built of cut stone or brick walls to reduce the risk of fire. The first regulations regarding the size of bricks were introduced in 1729, although these were thinner than modern bricks they were all to a standard size.
Bricks are remarkably useful building blocks, however when the railways were built, with their long viaducts, it was found that conventional fired clay bricks could not handle the vibration casued by the trains. The solution was the 'engineering brick', made by compressing the clay to avoid any small air pockets inside the brick, these were then fired at a higher temperature. The demand from the railways saw the rapid development of 'engineering brick'.
Bricks require clay or shale and there are several areas in Britain with suitable deposits. In areas where the ground was mainly hard rock stone continued to be the main building material but as coal mines reached deeper into the earth they often encountered a rock called 'shale'. This is made up of clay which has been compressed into hard flat layers (left long enough it forms hard slate). It can be pulverised and used in place of clay to make bricks and by the mid nineteenth century many collieries had set up brick works to make use of this otherwise waste material. Relatively cheap bricks from the colliery then replaced stone as the main building material in the area. As recently as the 1940's brick works have been set up at collieries to utilise the waste shale from the associated tip, sometimes this was done after the colliery itself had closed down.
Where deposits of clay were too small to warrant a permanent works an alternative method of 'firing' the bricks, (used in the South of England at least into the 1950's) was to pile the dried bricks in stacks, called clamps. Small sized coke and coal was packed into spaces between the bricks and the whole stack was set on fire. This technique was confined to the country areas where bricks were produced in small irregular batches for local consumption only, hence any rail connection is unlikely.
Permanent brick works were always built on or very near to a source of clay or shale, firms established in sites where this material ran out went bankrupt. The clay would be moved to the factory in light railway tippers or from the 1920's by an aerial rope-way. Most clay was recovered in large open pits, although some was recovered from mines (usually of the 'drift' type. Mined clays tended to be the 'fire clay' types, used for making bricks to withstand high temperatures. These clays are made from materials such as silica sand or dolomite and are seldom found near the surface. One common source of refractory material was sand lifted out of coal mines which contains a lot of alumina.
The basic method of brick making is simple in the extreme, the clay is mixed with water so it can be formed into the appropriate shape. The clay shapes are then left to dry out and then put in an oven and heated to set them solid. The traditional types of kiln do not heat the stack evenly, the bricks on the outside tend to be a pale colour, the inner band darker and those from the centre can be fired to hard blue engineering brick all in the same kiln.
The clay from the pit, or shale from the tip or mine, has to be prepared and by the mid 19th century it was standard practice to grind the clay or shale into a powder using heavy iron rollers (known as a pug mill). This is then mixed with water to get the right consistency for making your bricks. The nature of the clay or shale determines the properties of the bricks produced, it is often necessary to add something like sand to the clay mix to prevent the brick distorting as they are heated. A 'pug mill' will be a two-story affair with the light railway feeding into the upper floor (often on quite a steep ramp with a winch at the top).
In the later 19th century a new approach called the 'semi-dry' brick was developed, early attempts at using this approach in Nottingham were a failure as the bricks soon crumbled and it was found that a considerable pressure was required in forming the bricks. The idea was taken up in Accrington with more success and Accrington engineering brick, made from the local shales, is very hard indeed (special tips are required on drill bits when putting up shelving on walls of Accrington brick). Toward the end of the 19th century this semi-dry method found a home in the area of Northamptonshire around Peterborough resulting the production of the famous 'fletton brick'. The surface clays in the area had been used for brick making but the results had been poor, the semi-dry method coupled with the particularly pure and rather dry Oxford clays found 30 feet or more below the surface produced hard, light, square bricks. The lack of water in the shale like clays meant little drying was required, saving on fuel, and the industry thrived. Similar clays are found in Bedfordshire, Buckinghamshire and Lincolnshire and all these deposits supported a thriving 'fletton brick' industry. Since the end of World War One the particularly hard brick produced using the semi-dry method have found a use for paving roads, these are the hardest bricks made.
Mechanical production methods had been introduced in American brick works in the mid nineteenth century but British works only appear to have applied steam power on any scale after the 1880's. The boiler chimney was often left standing after the conversion of the machinery to electrical power (mainly after the 1930's).
Clay bricks are formed in four ways; firstly there are the hand formed type, which tend to be soft and are generally only used for decorative work, although fire bricks are generally hand formed and 'sand faced' hand formed brick (which have a rough surface) are widely used for the outer cladding of buildings. These would be made in a moderate size building adjoining the pug mill. The 'London Stock Brick' is (or was until the 1960s) a hand formed brick, these are mixed with chalk to produce a yellow brick (those with no chalk come out dark red). During preparation of the bricks some of the fuel is added to the mix, when this burns away it leaves a pourous brick that is light in weight but remains strong.
In the 1930's the 'stiff mud' or 'wire cut' type appeared in Britain, these are made by extruding a long square section 'sausage' of clay from a machine which is then cut up using a frame with wires on it. These are stronger than the hand formed type. This requires machinery and that in turn suggests a possible second chimney for the associated steam boiler although the buildings themselves could be quite modest in size.
The 'soft mud' method uses a wet clay mix poured into metal moulds which are then emptied onto a drying frame. By adding a coating of water or sand to the moulds the decorative finish can be achieved.
Most expensive of all is the 'Pressed ' type, in which an almost dry mix is compressed into a frame, resulting in denser and hence stronger bricks.
The standard British brick is some nine inches by four and a half inches and between 2 and three inches thick. In the 1960's someone worked out that a brick could be fired that was about a nine inch cube, and some were actually produced before anyone realised that a bricklayer, or 'burnt clay artist', could not pick them up with one hand (this type of brick is still in use however, mainly for supporting columns). Machine made bricks are often moulded with a recess (called a 'frog') or a series of holes in them to reduce the weight, making life easier for the 'brickie' but more importantly reducing the raw material and shipping costs. Bricks can have a glaze added to what will be the outer face, although this does add to the cost. One application for this glaze was the white faced bricks used to spell out the company name when building industrial structures such as factories and chimneys.
However they are formed the resulting blocks are put on one side to dry for a while. Up to the early 1900's this was usually done by laying the bricks out in a single layer all sitting on their sides. By the early 20th century the bricks were being stacked to dry in simple stacks perhaps ten bricks high protected by a light shed or just a roof on legs. This drying area will typically be quite large. In larger works however it was found economical to build drying sheds in which the piles of clay bricks are bathed in hot air for a couple of days (waste heat from the works boilers was redirected through the sheds). Once dried out the bricks are stacked on trolleys and placed in ovens or kilns to bake them solid. In the early 20th century 'tunnel dryers' were developed, in which the bricks travel through a heated tunnel on small trucks. This proved to be less than successful however as such rapid drying cause the bricks to deform badly unless the clay was of a rather particular type.
Traditionally bricks were made in batches in kilns of various designs, the earliest being the 'brick clamp', which was little more than piles of bricks surrounded by coal, covered with turf and set alight. This was left to burn until the coal was consumed but the resulting bricks were of uneven quality. The development of brick-built kilns, in which the hot air could circulate round the stacks of brick, produced a much better product. The Scotch kiln is the most simple type, it works in the same basic way as a clamp but with greater control over the burning. There is a wall with arched entrances set into it (in which the fires are lit) and large openings at either end (used for loading in the material to be cooked), the top is open and was covered with turf before firing. Scotch kilns were widely used for brick making but also seen in limestone quarries producing lime (see also 'Prototype industrial ancillary structures - (Silos, tanks, cooling towers, kilns, furnaces & weighbridges)'.
In the early 19th century someone came up with the 'downdraught kiln', this has a central chamber with fire ports set into the outer walls, the hot air from the fires passed into the chamber, being drawn out through holes in the floor leading to a chimney.
Fig ___ Beehive kilns
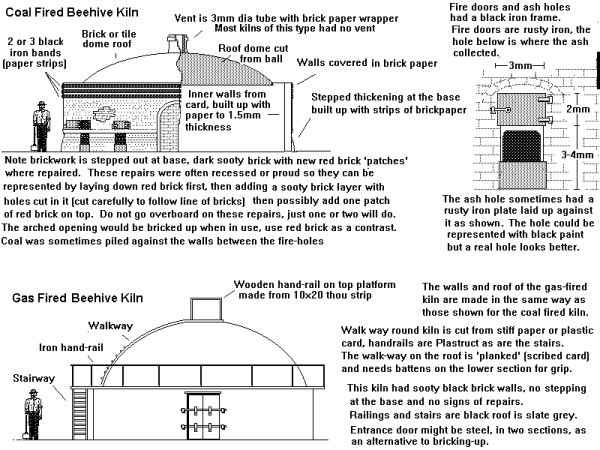
In a typical 'beehive' downdraught kiln, typically about thirty feet in diameter, four men took two days to load up 12 hundred bricks, the fires took two days to get the chamber up to temperature, another day and a half to fire the bricks then two days to cool down. The unloading again took four men two days.
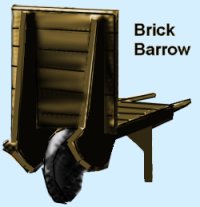
One characteristic bit of kit was the 'brick barrow', these resembled a wheelbarrow but had a flat bed with a raised end to support a stack of bricks. Bricks were shifted by hand in this way right into the 1960s, later at some smaller establishments. The example shown is a wooden type, by the 1950s metal framed barrows would have been more common but the design remained similar.
Fig ___ Brick barrow
Coal and gas fired kilns of this type remained in use at small brick works into at least the 1950's and some small firms were still using scotch kilns in the mid 1990's, one or two are still operating beehive kilns in the early 21st century. In the 1930's some kilns were supplied with 'producer gas' burners and more recently (since the latter 1960's) gas supplied from the mains has been used.
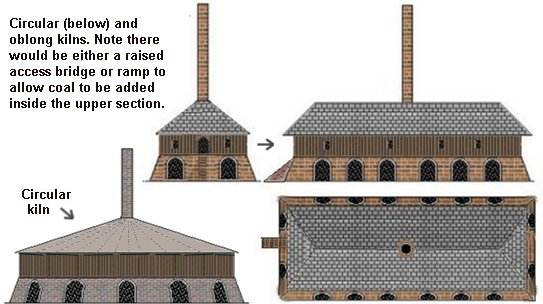
In the 1860's a new type of kiln appeared, the Hoffman or tunnel kiln (see Fig ___) and these have remained in use into the 1990's. These operate continuously and wheras a single beehive kiln might produce 250,000 bricks a year the tunnel kiln could turn out seven million.
Fig ___ Hoffman kiln
In America mechanisation has always been favoured and in about the 1880's they started building 'linear tunnel kilns in which the bricks are placed on steel trolleys and carried through a series of heated chambers at progressively higher temperatures. The theory behind the linear tunnel kiln suggested they should offer advantages but early designs were not a great success and they did not become popular in Britain until after the Second World War. Part of the problem was that the bricks were still largely man-handled into the kilns, from the kilns to the stock-pile and onto the lorries and railway wagons. This mitigated against mechanisation as the equipment cost money and the labour force would simply end up with free time.
The bricks from the outside of the stack in the kiln are over done and usually discarded, similarly those at the centre will often be under cooked, hence a feature of any brick works would be piles of discarded and broken bricks.
Decorative bricks are produced in colours determined by the nature of the clay used and temperature of firing, for example a lot of iron in the clay gives red, clay with very little iron produces a hard blue brick whilst brown and yellow are produced by adding lime (or chalk) and magnesia. By controlling the supply of air during firing a blue brick can be produced which is not the hard 'engineering' type.
Once fired the bricks would be stockpiled (it was difficult to match production to demand in the brick business) ready to be shipped. The bricks were moved by hand until the later 1950's so a brick works with a rail connection would feature a loading bank to make loading the wagons easier.
The brick works were early adopters of the fork-lift truck and the wooden pallet. By the 1960's over half the bricks being despatched were palletised and the brick companies were the first to fit hydraulic cranes onto lorries to handle the pallets.
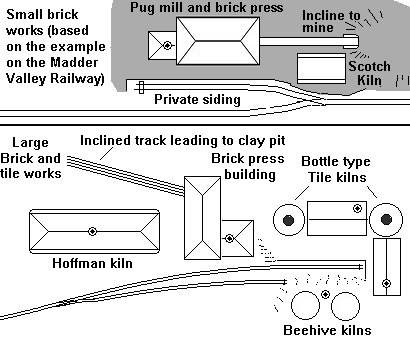
Modelling a brick works is not difficult and they can be scaled to suit almost any available space. The smallest convincing model brick works I have seen is on John Ahern's famous Madder Valley Railway (preserved at Pendon Museum). Modelled in British N this works would require a space about ten inches by four inches yet it has all the necessary buildings and ancillary structures. The clay on this layout is recovered from a drift mine, feeding the upper floor of the pug mill via an incline. The pug mill building also houses the brick forming machinery and close by is a small coal fired 'scotch kiln'.
Fig ___ Small and large brick works
The Pola 'OO' kit range includes a 'brick works' of the Hoffman type, although based on a German original it resembles a local old brick works as I remember it and the catalogue illustration could be used as a guide for building your own.
Given a little room the works can be made quite extensive, justifying regular rail shipments including modern freightliner type operations for half height containers of palletised bricks. The clay pit is often quite deep so we need only represent the edge of the pit and the Hoffman kilns can be modelled in half-relief against the back scene.
A modern linear kiln can consist of over 150 different chambers through which the bricks pass on metal trolleys. As one lot of bricks were removed from one end another lot were being wheeled in at the other. The heated air from the cooling bricks at the output end is fed into the earlier stages to pre-heat the bricks passing through. A typical kiln might be 30 or 50 yards long, often these were semicircular in section. A simple representation of an early linear kiln can be produced using a length of half round section wood, perhaps 20 mm across the flat, with a covering of brick paper and plasticard doors added at either end. There would be a small square structures with chimneys at intervals along the side where the fires were set, these would house the controls for the gas burners, coal firing would be unlikely).
Incoming materials would include wagon loads of coke for the ovens and possibly oil for an on-site 'producer gas' plant. Outgoing would be wagon loads of bricks, red house bricks, blue engineering brick, generally these would come from separate factories. The Staffordshire Blue was a common high quality engineering brick, made using a dense clay mix 'burnt' at a high temperature. These were often used by the railway companies (especially for inner rings on bridge arches and for retaining walls). Since the second world war bricks have generally changed over to palletised loads, a working drawing showing the production of an early BR wagon (Palbrick B) is to be found in the section on kit bashing.
Fig ___ Brick works
Also produced at many brick works were clay tiles for roofing, chimney pots, flooring and (glazed) for wall decoration as well as pipes for drainage and 'fire clay' pipes for underground electrical conduits. These were less robust than bricks and the railways offered shock-absorbing wagons to try and retain this trade, which was transferring to road by the late 1930's.
In the limited information I have managed to find on this side of the business it would appear that bottle and beehive kilns were used for firing the tiles pipes and decorative items. These kilns are discussed in more detail under 'Industrial buildings and ancillary structures - Kilns'.
XXXX how were these shipped?
A more recent development is the 'sand-lime' brick, made by feeding high pressure steam into moulds containing a mix of lime and fine sand. The chemical process by which the resulting brick is formed is not yet fully understood and the bricks are white, grey or pink in colour (depending on the sand used).
^
Go to top of page